中频感应加热设备应用于锻造加热
现就中频感应加热设备应用到汽车锻件的其中一个例子来具体分析说明一下感应加热的优点:汽车前后驱动桥上使用的半轴套管锻造加热。汽车前后驱动桥上使用的半轴套管的材质为:45Mn2,采用thlO2mm×13.5mm优质合金钢管料,经3次局部加热,3次热墩挤压成形。在每次局部加热、墩挤之后都有工序检验,以防止热挤压缺陷的产生。在工序检验中经常会发现有内孔口部折叠现象产生,这些折叠的产生不仅降低了产品的合格率,而且一旦误判或磁力探伤漏检而机加工后成为成品,有可能造成很大的失。为此,我们对热挤压件产生内孔口部折叠的原因进行了认真分析,并采取了相应的措施,取得了良好的效果。
中频感应加热设备应用到连续锻造加热炉
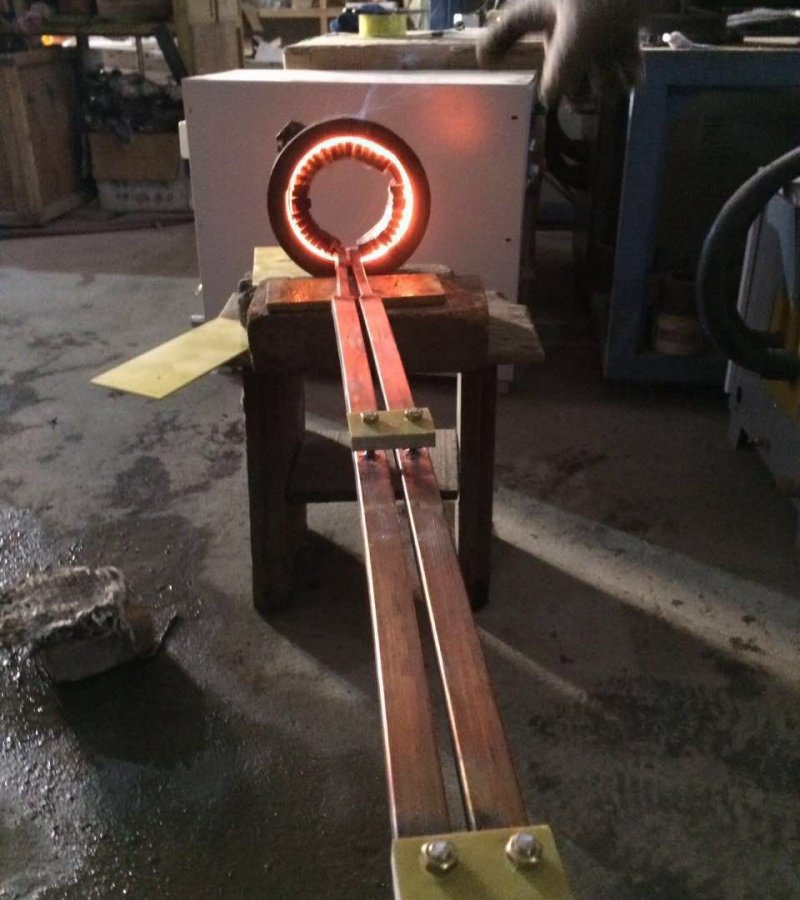
接着,在大家地努力之下,我们也得出一个更加非常合理的解决方案。为了减少废品损失,我们设计了在原先的中频感应加热锻造炉的基础上增加了自动旋转装置,安装在中频锻造炉的炉口,很好地解决了管料上下温度不一致的问题。该装置主要由扶手、移动小车、底座支架及定位器等部件组成。两个安装有大齿轮8的滚动杆5通过轴承座4与移动小车10的底板相联;wD10o—60一I型减速机输出轴上的直联小齿轮3同时与滚动杆上的大齿轮8啮合,由电动机带动减速机,通过减速机输出轴上的小齿轮将动力传至两滚动杆,使放于两滚动杆间的待加热管料自动均匀地旋转。加热长度可通过调速定位器10上的滑动标尺和移动小车的前死点位置来确定。在进行局部中频加热时,操作者只需通过扶手1将移动小车拉出,将坯料放人两滚动杆之间且使坯料外端面与定位器滑动标尺紧贴,再将移动小车推至前死点位置,坯料的悬出部分即可在中频加热炉内自动旋转,均匀受热。显然该装置的成功应用在很大程度上降低了工人的劳动强度,解决了局部加热料温不均匀的问题。
中频感应锻造加热炉
该旋转装置存在以下优点:
(1)因采用机动回转方式,加热温度较均匀,降低了人为因素的影响。
(2)与以前的人工旋转坯料的方式相比,降低了工人的劳动强度,提高了工人的劳动积极性。
(3)通过检验验证,因内孔口部折叠造成的废品损失率降至0.3‰ 。
中频感应加热设备应用到锻造行业内,有部分企业采用机械手将坯料旋转180。的方法来解决此类问题,该旋转装置结构简单,操作方便,故障率低,是解决此类问题的有效方法。经过一年多的实践验证,该装置解决了中频感应局部加热时坯料温度受热不均的问题,可保证车轴管的产品质量,大大提高了产品的合格率。